
Соңғы екі жылда металл ұялы телефондар салада ыстық орынға айналды және олар тұтынушылық электронды өнімдерде кеңінен қолданылады. Бұл мақалада бірнеше металл өңдеу технологиялары және олармен байланысты өнім қосымшалары егжей-тегжейлі енгізілген.
Мысалы:
1. CNC + ANDOD: iPhone 5/6, HTC M7

2. Coving + CNC: Huawei P8, HTC M8

3. Кастинг өледі: Samsung A7


5. Штамптау + CNC: Huawei Shate 7

Кастинг
Металл құю - балқытылған металдарды жоғары температуралы қалыпқа қосып, қажетті пішіннің өнімді алуы үшін конденсацияны енгізуге; Алынған өнім - кастинг.
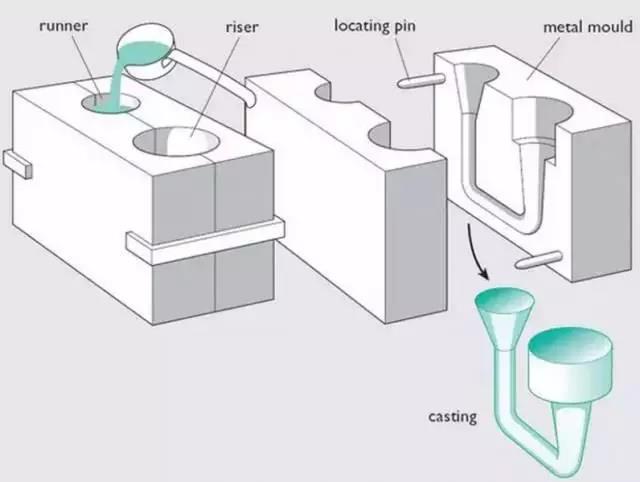
Кастингтік жіктеу
Жоғары қысымның астында сұйық немесе жартылай сұйық металл, өлең құйылған қалыптың қуысын (өлім тәрізді қалыптар) жоғары жылдамдықпен толтырады және құю үшін қысыммен түзіледі және түзетілген.
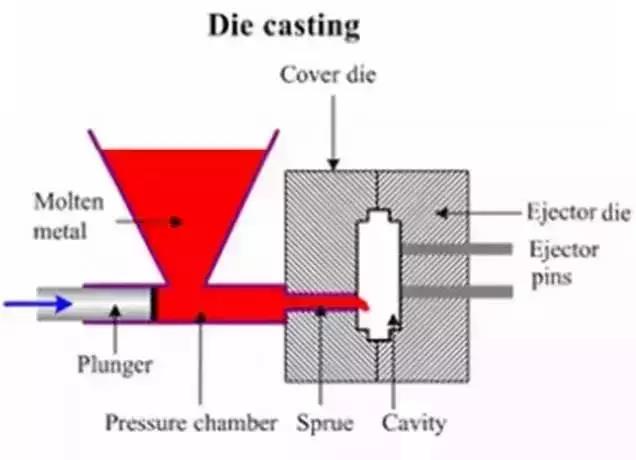
Алайда, қарапайым алюминийдің өлімі процесі проблема бар, алюминий оксиді пленкуляциясын жасау қиынға соғады. Себебі, силикон, слектің барлық аудандары арқылы ағымды жақсарту үшін шикізатқа қосылады. Сондықтан, егер сіз алюминийдің өлімін боясаңыз, онда ол картинадан кейін оның премиум сезімін жоғалтуы мүмкін, өйткені ол пластикке ұқсайды.

Соғу
1. Балғамен немесе смит
Дәл осындай әдіс балғамен соғу немесе үтікті үтік үшін қолданылады, бұл дайындаманы соғу температурасына дейін қыздыру және оны жалпақ балғалар мен бұрғылау тақталары арасында іздейді; Кішкентай кесектерді қолмен үтіктеу деп атауға болады; Үлкен бөліктер үшін, буға арналған бу балгүлгіні (бу батуы) келесідей, келесідей қолданылуы керек. Олардың ішінде жұмыс нысаны бұрғылау тақтасы мен жалпақ балғалар арасында орналастырылған. Бу балғасының құрылымына келетін болсақ, ол соғу қабілетіне байланысты. Жарық түрі - бұл бір жақтау түрі, ал ауыр түрі - екі жақтау түрі.
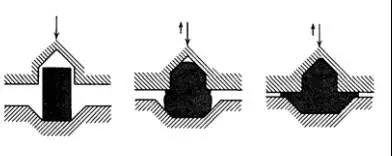
3. Қысым соғу (соғу) | Бастау түймесін басыңыз
Қысым соғу - бұл металлдың баяу қысыммен өлгендігіндегі соғу әдісі. Металл ұзақ уақыт күшейе түскендіктен, экструзияның әсері тек соғудың бетінде ғана емес, сонымен қатар дайындаманың ортасында ғана емес. Сондықтан, ішкі және сыртқы біркелкіліктің әсеріне қол жеткізе алады, ал оның өнімдерінің сапасы балғамен соғудан да жақсы.
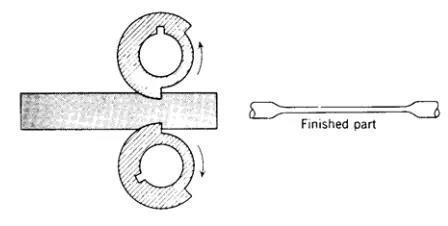
Ұялы телефонның корпустары кезінде қолданылады, бұл CNC уақытын тиімді түрде азайтуға болады, бұл шығын салыстырмалы түрде төмен болуы үшін; Алюминийден алынған алюминий қорытпаларында алюминий мөлшері 95% -дан асады, анодтау үшін таңдауға болады. Өндірістік процесс: алдымен ұялы телефонның қалыңдығы, индекстеу арқылы, оны соғу арқылы алыңыз; Содан кейін CNC қажет емес бөлшектерді бұзады; NMT металл + пластикалық біріктірілген құрылымдық бөлшектерді алады; анодталған беттік өңдеу; және антенна қақпағын желімдеу.Мысалы, oppo r7 / r7 плюс, төменде көрсетілгендей

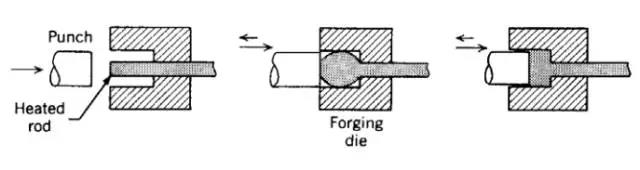
Орамды соғу принципі төмендегі суретте көрсетілген.
Тесу
Металл соққылар - бұл суық пеш немесе металды металл тепкілеу деп те аталатын металл салқындату әдісі. Жабдықтардың қуатының көмегімен металл парақ, металл парағы тікелей қалыпқа түседі. Тоқталған бөліктер автомобиль бөлшектерін өндіруде және тұрмыстық техниканы өндіруде кеңінен қолданылады.
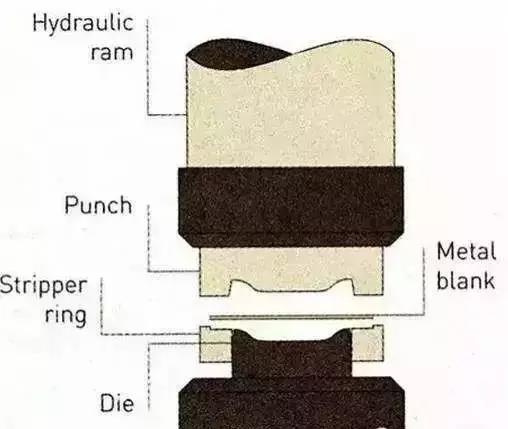
Қолөнер процесі:
1. Металл тақтайшаны қалыпқа келтіріңіз
Жақында іске қосылған Redmi 3-ескертуі штамптау процесінде жасалған металды артқы қақпақты пайдаланады.
Штамптаудың тікелей артықшылықтарының бірі - шығындарды үнемдеу. Бұл нано-инъекциялық қалыптауды қажет етпейді және тегістелгеннен кейін тікелей анодтандырылған. Жаппай өндіріс тез арада пандустар; Бірақ бұл технологияның кемшілігі - фюзеляждың жоғарғы және төменгі ұшы пластиктен жасалған болуы керек. Күрделі ішкі құрылым жасай алмайды, оны тек артқы қақпақ үшін пайдалануға болады.
CNC | CNC станоктары
CNC жалпыға ортақ «CNC станоктары» деп аталады, ол бағдарлама басқаратын автоматтандырылған станокты. Басқару жүйесі бағдарламаларды басқару кодтары немесе басқа символдық нұсқаулармен қисынды түрде өңдей алады, және компьютердің декодтаулары арқылы, ал машина құралы белгілі әрекеттерді орындай алады, ал бастапқы металл пластинасы ұзақ уақыт өңделіп, соңында қажетті пішінге айналады.
IPhone 5 және 6-ы алюминий қорытпасынан жасалған, яғни, дене мен жақтау, бұл алюминий қорытпасының бір бөлігінен жасалған. Алайда, ұялы телефонның радиожиілік сигналдық мәселесін ескере отырып, орган бірнеше бөлімге бөлінеді, әдетте, жоғарғы және төменгі бөліктер. Аяғында инъекциялық қалыптау және басқа бөлімдерді таңдаңыз.
Жоғары сапалы сыртқы келбетті алу үшін анодтау, құмдау, жылтырату, жылтырату және т.б. сияқты беткі процедуралар да жүзеге асырылады, нәтижесінде ерекше түс пен тегіс жанасады.
----------------------------------------------------------СОҢЫ- --------------------------------------------------------------
Рабекка Ванг арқылы өңдеу



